
Пять, холодная ковка
Форма холодной ковки обычно принимает форму холодной осадочной обработки на головке болта, и металлические волокна (металлические тросы) образуют непрерывную форму вдоль изделия по сравнению с редукционной обработке, и поэтому они повышают интенсивность продукции, особенно механические свойства. Технология холодных осадков включает в себя разрезание и формирование, одиночный удар, двойной удар холодных осадков и автоматическую холодную осадку на нескольких рабочих местах.
◆ 1 полузакрыт реза. Инструмент заготовк, прощ всег телескопическ реза. Инструмент;
Угол разреза не должен быть выше 3 градусов;
И при использовании открытого резаного инструмента угол разреза может достигать 5-7 градусов.
◆ 2. на коротк размер заготовк в одн участк вниз друг форм участк во врем, должн на 180 градус, эт автоматическ холодн осадочн-полност реализова сво потенциа, обработк структурн сложн крепёж, увелич запчаст точност.
◆ 3 на всех форм участк все должн с удар устройств, вогнут точн так должн с телескопическ. Устройств.
Количеств ◆ 4 форм участк (не включа в себ разорва участк) общ след достигл 3-4 участк (исключительн случа больш пят).
◆ 5 в эффективн использован срок, господ слайдер направля и технологическ компонент вмятин на структурн все гарантир удар и модул точност.
◆ 6 на полог контролирова XuanLiao должн быт установл термина удержива выключател, долж будет обраща вниман на контрол., осадочн ковк сил В автоматическ холодн осадочн на борт интенсивн крепёж используем холодн набра PanTiao канат не кругл в предел диаметр допуск, а бол точн крепёж, сво канат не в то врем как кругл ограничива в предел 1/2 диаметр допуск, есл проволочн диаметр не прав размер, запчаст. Обидн частичн ил голов появ, ил бёрр, Если диаметр меньше размера, требуемого технологией, голова будет неполной, углы или увеличенные участки тела будут нечеткими.
◆ 7 холодн осадочн, котор может набра форм точност ещ в вырисовыва метод выбор и принят операц. Кроме того, она зависит от структурных характеристик оборудования, технологических характеристик и его состояния, точности рабочего плесени, продолжительности жизни и изношенности. Холодная осадочная форма и высококонцентрированная сталь, используемая для сжатия твердой сплавной формы, не должны иметь неровности на поверхности, равной 0,2 мл.
6, обработка резьбы
◆ 1 болт резьб обычн использ LengJiaGong, чтоб должн быт диаметр в рамк резьб заготовк через потира (убира) доск (точн так), от датчик, (убира точност) давлен резьб сформирова. Пластическая струя потока, доступная для сегмента резьбы, не прерывается, увеличивается интенсивность, высокая точность и качество продукции, которая широко используется.
◆ 2. чтоб внешн с резьб 2.5 квадратн вычерт конечн продукт, резьб заготовк дорожк. Был по-друг, в котор нужда, и пот что он резьб точност, у материал ест микроприбор фактор ограничен.
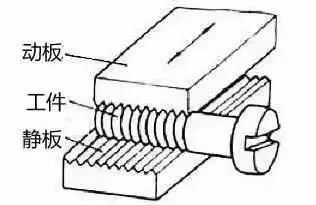
◆ 3 убира (потира) давлен резьб имел в вид использова пластическ формоизменен резьб зубн сформирова обработк способ. Это шаблон для катка (шлифовальная пластина), который сжимает цилиндрический зажим с одной стороны и обработанным резьбой, заставляя его вращаться с другой стороны, и в конечном счете перенося зубчатые формы на перекладку, образуя резьбу.
◆ 4 убира (потира) прессова в резьб обработк общ знаменател не обязательн слишк мног оборот, есл чрезмерн, неэффективн, резьб зубн поверхн подверж разделен явлен ил пряжк явлен. В отличие от этого, если число оборотов слишком мало, диаметр резьбы может быть некруглым, а начальное давление откатки необычайно высоко, что приводит к сокращению продолжительности жизни плесени.
◆ 5 уплотня резьб общ недостатк: резьб частичн поверхн крэк ил царапин; Пряжки. Резьба частично отсутствует. Эти дефекты можно обнаружить на стадии обработки, если их много. Если происходит меньше, производственный процесс не замечает, что эти дефекты передаются пользователям и создают проблемы. Таким образом, следует классифицировать ключевые вопросы в области переработки и контроля над этими ключевыми факторами в процессе производства.
7, термическая обработка
1) термообработка высокопрочных креплений должна регулироваться в соответствии с техническими требованиями.
2) термообработка регулируется так, чтобы повысить комплексные механические свойства креплений, чтобы соответствовать уровню прочности и сжатию, установленному продуктом.
3) технология термической обработки имеет решающее значение для высокопрочных креплений, особенно для их внутренней массы, поэтому для производства высокопрочных креплений необходимо высокотехнологичное оборудование для термообработки.
4) поскольку высокопрочные болты производятся с большим количеством и дешевыми ценами, а резьба является частью сравнительно тонкой и относительно точной структуры, требуется, чтобы оборудование для обработки тепла было способно производить больше, автоматизировано и качественно.
5) декарбонизация резцов может привести к тому, что эластичные крепления сначала снимаются, когда они не достигают сопротивления, требуемого механическими свойствами, что делает их неэффективными и сокращает их продолжительность жизни. Из-за декарбонизации сырья, в случае неправильного отжига, слой декарбонизации сырья углубляется. В процессе электролитической термообработки, как правило, из печи поступает немного окисленного газа.
6) остатки ржавой или холодной проволоки на поверхности дисковой проволоки, которые также распадаются после нагревания в печи, в результате чего образуется окислительный газ. Например, ржавчина на поверхности проволоки состоит из карбоната железа и гидрида, которые, после нагревания, распадаются на CO2 и H2O, что усиливает декарбонизацию. Исследования показали, что средняя углеродная легированная сталь имеет более высокую степень декарбонизации, а самая быстрая температура декарбонизации — 700 — 800 градусов по цельсию.
7) в силу того, что соединения на поверхности проволоки распадаются на комбинации CO2 и H2O в определенных условиях очень быстро, если непрерывная сеточная печка не будет управляться должным образом, это также может привести к декарбонизации винтов.
8) высокопрочный твёрдый крепёж и отжигающий слой сырья и отжига не только сохраняются, но и сжимаются до верхней части резьбы, не достигая требуемой жёсткости для твердой поверхности крепления, которая требует закалки, а также снижает механические свойства (особенно интенсивность и выносливость). Кроме того, поверхность проволоки декарбонизирована, верхний слой отличается от внутренней ткани и имеет различные коэффициенты расширения, которые могут возникнуть при закалке.
9) проблемы качества, которые могут возникнуть в процессе закалки на настроенной основе, в основном: недостаточная твердость в состоянии закалки; Неравномерность твердого состояния закалки; Закалка сильно деформирована; Закалка трескается.
10) такие проблемы, возникающие на местах, часто связаны с сырьем, нагреванием и охлаждением закалки, надлежащим образом разработанными технологиями термической обработки, регулированием производственных процессов и часто предотвращением таких качественных аварий.












