
Основная технология холодной осадки
Открытый стандарт холодной осадочной формы и разработка см. технологию холодного сжатия и применение крепежа P12.
Закрытые стандарты холодной осадочной формы и разработка «технологии холодного сжатия и применения крепежей» P13.
Холодные осадки делятся главным образом на осадочные и расширенные операции.
Технология холодной осадочной деформации делится на три категории мелких метаморфоз, мелкие метаморфозы или метаморфозы в двух конфигурациях или в трех видах метаморфоз, в применении твёрдых материалов или в виде холодных осадочных материалов, в которых нет резких изделия, и в тех случаях, когда выбор линии заляпок становится жизненно важным фактором.
Несмотря на то, что «все дороги ведут в Рим», есть только одна линия, как выбрать заданный маршрут? Независимо от того, является ли это осадочный или расширительный (деформация), обратное сжатие и т. д.
ε - металлическ материал степен деформац;
ε = x100% д … больш лин диаметр (обидн сам больш лин диаметр; Выборка линии);
d— малая линия (осадочный избирательный путь; Для деформации требуется нитка).
В ε, d ил d — известн услов, d ил d. ε : типичн запчаст холодн обидн деформац степен вычислительн видел "крепеж холодн сжима техническ и прикладн" P34 час 2,3-1; Различные материалы имеют разную степень деформации; Часто используемые металлические материалы позволяют видеть степень деформации крепежа в таблице 2.3-2 «технология холодного сжатия и применение крепежа».
ε = 30% определя водораздел, ε ≤ 30% использова открыт холодн осадочн (открыт схватк дорожк.), ε > 30% использова замкнут холодн осадочн сформирова (замкнут схватк дорожк. Ил известн как сильн схватк модул такж известн сильн букет точност), замкнут холодн осадочн сформирова ε сто потолк обычн основыв на позвол деформац материал реша, нержавеющ стал ε ≤ 50%, Общ рудн использ в ε ≤ 60%, и из низкоуглеродист может достига ε = 85%.
Если бы D была выбрана в качестве выбора, d была бы сформирована в виде тропы для холодных осадочных издержек, выбор D был бы сделан в соответствии с d, и если бы осадочный или сжатый трос порождает холодную затвердевание, что препятствуло бы формированию отверстий для обратной сдавливания, то D было бы близко к d.
Инь-модули не двигаются, солнечные импульсы двигаются, а отверстия для обратного сжатия обычно достигают в 3 — 5 раз глубже; В результате сжатого инкубационного модуля самцы используют плавающий прямоугольный сдвиг, который не перемещается внутри инкубационного модуля, при этом плавают шесть швов, три прямоугольных рессорных пружины, три ударных скоба, которые могут быть глубже, чем в пять раз больше отверстий для выхлопа, а низкоуглеродные формы достигают почти в девять раз более прочных отверстий. Осадочные гайки: S с шестигранными краями, мелкие метаморфозы D обычно берут 0,9 — 0,92 S; Большие метаморфозы D обычно берут 0,7 — 0,72 S; В то время как гексагональная нить принимает 0,92 — 0,95 S.
2. Основные операции по осадочным осадам делятся на разделение и формирование
1) секция: резать, резать, резать и т.д.
2) формирование: первичная осадка, осадочная осадка, положительный сдавливание, обратная сдавливание, осадочный союз, выдергивание и т.д.
Технология холодной осадочной деформации делится на четыре категории по направлению движения металлов и солнечной модели:
a положительное сжатие: поток металла движется в Том же направлении, что и движение солнца, сжимая плотные и полые части всех сечений.
Б) обратная сдавливание: металлы текут в противоположном направлении от движения солнца и могут сжимать полые части всех сечений.
C.сложный сжатие: совместимый с положительным и обратным сжатием, может сжимать части более сложной формы.
* осадочный союз: при сдавливании, осадочная часть металла, позволяет двигаться по радиальному радиусу, сжимает выпуклые края или грубая часть.
4. Степень деформации холодных осадков
Предельная степень преобразования одного из видов материала из различных материалов называется допустимой деформацией. Суммируемая степень преобразования, часто используемая в различных материалах, см. таблицу 2.3-2 в таблице P35 "технология холодного сжатия и применение твёрдого материала"; Вычисление степени деформации типичных запчастей при осадке осадков см. таблицу 2.3-1 в таблице «технология холодного сжатия крепежа и применение» (см. таблицу P34); Относительный размер антисжимающих частей можно увидеть в таблице 2.6-1 «технология холодного сжатия и применение крепежа».
Вычисление силы холодного образования
1) подсчет касательной: Pq=F (kgf)
2), холодн осадочн сил (обидн) вычислительн: Pc = гамм-Z φ σ s ′ (1 + f / 3 * d/h) f (на кейджиэф)
3) подсчет положительного давления на доильное давление (диаметр сжатия, волочение) : Ps=pF (Kgf)
4), прот прилага (слеп отверст) вычислительн: пи-дже = pF1 (на кейджиэф)
5) вычисление комбинированного давления на сжатие: сжатие ниже давления на единое положительное и обратное сжатие.
6) подсчет силы вершин: как правило, она незначительна (в обычных случаях из-за небольшой силы верхнего ингредиента), но для расчета касательной силы верхнего ингредиента требуется подсчет касательной силы вершин: Pd=PqK(kgf)
Вычисления колловидных сил можно увидеть в "технологии холодного сжатия и применения крепежа" P40 - P44.
Определение и предварительный дизайн количества холодных осадков
1. Определение количества холодных осадков
Определите по длине и диаметру незакрепленной части заготовки. Отношение осадков (осадочное соотношение) S=L/D в таком случае: S-осадочное отношение; Длина л-заготовки; Диаметр D-заготовки. Как правило, количество осадков может быть определено по данным, полученным в результате опыта: L/D / 2.5, в Один раз; Два раза осаждаемых в 2,5 раза в 2,5 л/д в 2,5 раза; 4,5 % осадков были произведены в 4,5 раза.
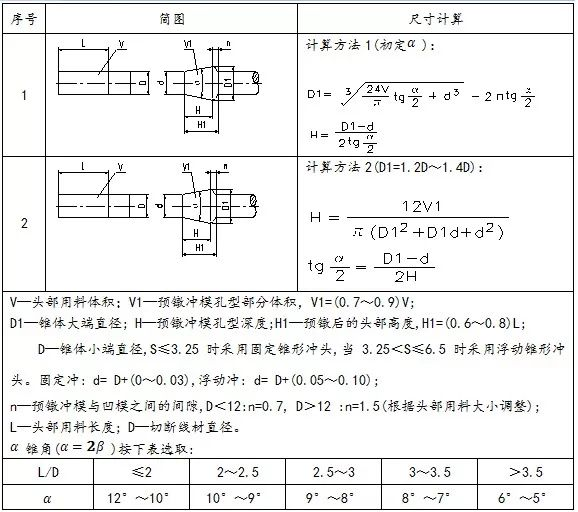
Предформная конструкция
Вычислительные рекомендации по размерам конических структур до осадков представлены ниже на диаграмме.












